

Tuote
- Ytimen räätälöintipalvelu
- Terveydenhuolto
- Elektroniset laitteet ja instrumentit
- Muotit äitien ja lasten tarvikkeille
- Vapaa-ajan urheilu
- Kodinsisustus Art
- Autotarvikkeet
- Kuljetus ja varastointi
- Valaisimet
- Rakennuslaitteet
- Pakkaustuote
- Koulutus ja laboratoriot
- Vaatteet Matkalaukkujen tarvikkeet
- Hoito- ja puhdistustuotteet
- Maa- ja metsätalous
- Mekaaniset laitteet
- Lemmikkieläintarvikkeet
- Keittiövälineet










Ruiskumuottien koepalvelu
Plastic ruiskuvalumallissa Ningbo (P&M) Plastic Metal Products Co., Ltd:llä on 18 vuoden muotinvalmistustekniikka ja 10 vuoden vientikokemus. Tarjoamme ammattimaisia yhden luukun räätälöityjä muottipalveluita ja olemme ammattimainen muovimuottien valmistaja. Voimme käyttää ruiskuvalua, puhallusmuovausta, painevalua ja rotaatiomuovausta.
Lähetä kysely
Tuotteen Kuvaus
Ruiskuvalumuottien testauspalvelu on erikoistyökalu, jota käytetään muovin ruiskuvaluprosessissa. Muovituotteiden suunnittelun muodon ja koon mukaan se sallii tietyn rakennesuunnittelun kautta sulan muovimateriaalin täyttää muotin ontelon ruiskuvalukoneen paineen alaisena. AfterInjection muotin koepalvelu, muodostetaan muovituotteet, jotka vastaavat muotin ontelon muotoa. Lyhyesti sanottuna se on muovituotteiden massatuotannon ydinlaitteisto, joka määrittää ruiskumuottien testauspalvelun tarkkuuden, ulkonäön ja suorituskyvyn.

Ruiskuvalumuottien kokeilupalvelu Esittely
A 、 Ruiskumuottien kokeilupalvelun luokitus
1. Luokittelu muottirakenteen mukaan
(1) Kaksilevyinen muotti
Kaksilevyinen muotti on rakenteeltaan yksi yksinkertaisimmista ja laajimmin käytetyistä muoviruiskuvalumalleista. Sen muottirakenne koostuu pääasiassa kahdesta osasta: kiinteästä muotista ja liikkuvasta muotista. Porttijärjestelmä on yleensä järjestetty kiinteälle muotin puolelle, ja muottipesät sijaitsevat vastaavasti kiinteässä muotissa ja liikkuvassa muotissa. Kun muotti suljetaan, kiinteä muotti ja liikkuva muotti sopivat tiiviisti, ja sulaa muovia ruiskutetaan onteloon porttijärjestelmän kautta; kun muotti avataan, liikkuva muotti liikkuu ruiskuvalukoneen mukana, muovituote erotetaan kiinteästä muotista yhdessä liikkuvan muotin kanssa ja sitten tuote poistetaan liikkuvasta muotista poistomekanismin kautta. Kaksilevyiset muotit soveltuvat muovituotteisiin, joissa on yksinkertainen rakenne ja alhaiset mittatarkkuuden vaatimukset, kuten päivittäisiin tarpeisiin tarvittavat muovilaatikot ja kupit.
(2) Kolmilevyinen muotti
Kolmilevyinen muotti lisää kaksilevyisen muotin pohjalta muottilevyn (kutsutaan myös porttilevyksi), joten koko muotti koostuu kolmesta osasta: kiinteästä muotin pohjalevystä, kanavalevystä ja liikkuvasta muotin pohjalevystä. Sen suurin ominaisuus on se, että porttijärjestelmä ja muovituote voidaan automaattisesti erottaa muotin avaamisen yhteydessä ilman portin myöhempää manuaalista trimmaamista, mikä parantaa tuotannon tehokkuutta. Kolmilevyisen muotin porttijärjestelmä on järjestetty suulakelevyn ja kiinteän muotin väliin, ja muotin ontelo sijaitsee kiinteän muotin ja liikkuvan muotin välissä. Kun muotti avataan, ensin erotetaan kanavalevy kiinteästä muotista, ja porttijärjestelmän lauhde jätetään kanavalevyn puolelle; kun muottia avataan edelleen, kiinteä muotti erotetaan liikkuvasta muotista, muovituote liikkuu liikkuvan muotin mukana ja lopuksi tuote työntyy ulos irrotusmekanismilla. Kolmilevyiset muotit soveltuvat skenaarioihin, joissa vaaditaan nastaporttisyöttöä ja joilla on korkeat vaatimukset tuotteen ulkonäölle, kuten elektroniikkatuotteiden kotelot ja tarkkuusosat.
2. Luokittelu muovituotteiden tuotannon mukaan
(1) Yksionteloinen muotti
Yksionteloisessa muotissa on vain yksi muottiontelo, ja kussakin ruiskuvaluprosessissa voidaan valmistaa vain yksi muovituote. Tämäntyyppisellä muotilla on yksinkertainen rakenne, lyhyt suunnittelu- ja valmistussykli sekä alhaiset kustannukset. Se soveltuu pienierätuotantoon, koetuotantoon tai suuriin ja monimutkaisiin muovituotteisiin, kuten suuriin muovisiin vaihtolaatikoihin ja autojen puskureihin. Koska joka kerta valmistetaan vain yksi tuote, muotin painejakauma on tasainen, mikä voi paremmin varmistaa yksittäisen tuotteen tarkkuuden ja laadun.
(2)Moniontelomuotti
Monionteloinen muotti sisältää kaksi tai useampia muottipesäkkeitä, ja useita muovituotteita voidaan valmistaa samanaikaisesti yhdessä ruiskuvaluprosessissa, mikä voi parantaa merkittävästi tuotannon tehokkuutta ja vähentää tuotantokustannuksia tuoteyksikköä kohti. Sitä käytetään laajalti massatuotetuissa pienissä muovituotteissa, kuten muovisissa pullonkorkeissa, painikkeissa ja elektroniikkakomponenttien koteloissa. Suunniteltaessa moniontelomuotista on tarpeen varmistaa jokaisen ontelon tasainen syöttö ja tasainen jäähdytys kaikkien tuotteiden koon ja suorituskyvyn yhdenmukaisuuden varmistamiseksi. Yleensä käytetään tasapainoista porttijärjestelmää, jotta sula muovi voi täyttää jokaisen ontelon samanaikaisesti ja tasaisesti.
B、 Ruiskumuotin kokeilupalvelun rakennekoostumus
1. Suojausjärjestelmä
Suojausjärjestelmä on kanava, joka syöttää sulaa muovia ruiskupuristuskoneen suuttimesta muottipesään, joka koostuu pääasiassa suuttimesta, kanavasta, portista ja kylmäkaivosta. Suutin on osa, joka yhdistää ruiskuvalukoneen suuttimen ja jakokanavan, ja sen koon ja muodon on vastattava suutinta muovin tasaisen virtauksen varmistamiseksi; jakokanavaa käytetään jakamaan kanavassa oleva muovi jokaiseen onteloon; portti on pieni kanava, joka yhdistää jakoputken ja ontelon, joka ohjaa muovin ruiskutusnopeutta ja painetta ja samalla helpottaa porttijärjestelmän ja tuotteen erottamista muottia avattaessa; kylmää etanan kaivoa käytetään keräämään matalan lämpötilan muovi etupäästä ruiskuvaluprosessin aikana, jotta kylmää materiaalia ei pääse sisään onteloon ja heikennä tuotteen laatua.
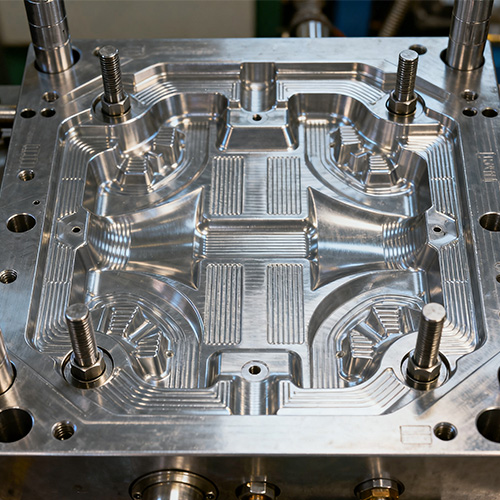
2. Muovausosat
Muovausosat ovat avainkomponentteja, jotka koskettavat suoraan sulaa muovia ja määrittävät muovituotteen muodon ja koon, mukaan lukien pääasiassa ontelo ja ydin. Ontelo on se osa muotissa, joka muodostaa muovituotteen ulkopinnan, ja sen muoto on yhdenmukainen tuotteen ulkomuodon kanssa; ydin on osa, joka muodostaa tuotteen tai rakenteiden, kuten reikien ja urien, sisäpinnan. Muovausosilla on oltava korkea kovuus, kulutuskestävyys ja korkean lämpötilan kestävyys kestääkseen muovisulan painetta ja kitkaa ja varmistaakseen mittavakauden pitkäaikaisen käytön aikana. Yleisiä osien muovausmateriaaleja ovat muottiteräkset, kuten P20, 718H ja H13. Sopivat materiaalit valitaan tuotteen materiaali- ja tarkkuusvaatimusten mukaan, ja niiden suorituskyvyn parantamiseksi suoritetaan vastaava lämpökäsittely (kuten karkaisu ja karkaisu).
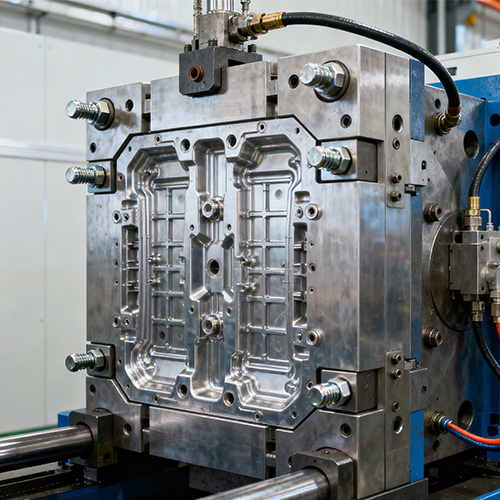
3. Ohjaus- ja paikannusmekanismi
Ohjaus- ja asemointimekanismia käytetään varmistamaan, että kiinteä muotti ja liikkuva muotti voidaan kohdistaa tarkasti muotin sulkemis- ja avausprosessin aikana, mikä estää tuotteen koon poikkeaman tai virheellisen kohdistuksen aiheuttaman muottivaurion. Se sisältää pääasiassa ohjauspylväät ja ohjausholkit. Yleensä ohjauspilarit asennetaan liikkuvan muotin puolelle ja ohjausholkit asennetaan kiinteälle muotin puolelle. Ohjauspilarien ja ohjausholkkien väliin on otettu tarkkuussovitus (kuten H7/f7). Kun muotti on suljettu, ohjauspilarit työnnetään ohjausholkkeihin ohjaamaan muotin liikettä; samaan aikaan jotkin muotit on varustettu myös asemointitapeilla tai asemointilohkoilla, jotka parantavat edelleen kiinteän muotin ja liikkuvan muotin asemointitarkkuutta, mikä sopii erityisen hyvin muotteihin, joilla on korkeat vaatimukset tuotteen tarkkuudelle.
4. Poistomekanismi
Poistomekanismin tehtävänä on irrottaa jäähtynyt ja jähmettynyt muovituote muotin ontelosta (yleensä liikkuvasta muotista) muotin avaamisen jälkeen, jotta tuote voidaan ottaa pois. Yleisiä poistomekanismeja ovat ejektorin tapit, ejektorin holkit, ejektorilevyt ja ejektorilohkot. Ejektoritapit ovat yleisimmin käytettyjä poistokomponentteja, joiden rakenne on yksinkertainen ja helppo asentaa, ja ne sopivat useimpiin muovituotteisiin. ejektoriholkit sopivat lieriömäisille tai rengasmaisille tuotteille, jotka voivat saada tuotteen kantamaan tasaisen voiman ja välttämään muodonmuutoksia; ejektorilevyt (kutsutaan myös poistolevyiksi) soveltuvat suuripintaisiin, ohutseinäisiin tai monimutkaisiin tuotteisiin, mikä varmistaa, että tuote ei väänny koko ulostyönnön seurauksena; ejektorilohkoja käytetään erikoismuotoisten tuotteiden paikalliseen poistamiseen. Poistomekanismin suunnittelun on perustuttava tuotteen muotoon, rakenteeseen ja materiaaliominaisuuksiin, jotta varmistetaan tasainen poistovoima ja kohtuullinen poistoasento sekä vältetään tuotteen vahingoittuminen.
5. Jäähdytysjärjestelmä
Jäähdytysjärjestelmää käytetään poistamaan sulan muovin lämpöä muottipesässä, jotta muovi voidaan jäähdyttää ja jähmettyä nopeasti, mikä lyhentää muovausjaksoa, parantaa tuotannon tehokkuutta ja samalla varmistaa muovituotteen mittatarkkuuden ja ulkonäön laadun. Jäähdytysjärjestelmä on yleensä kiinteälle muotille avautuva jäähdytysvesikanava ja muotin liikkuva muotti. Vesikanavan sijainti, muoto ja koko on suunniteltava tuotteen muodon ja paksuuden mukaan, jotta varmistetaan tuotteen kaikkien osien tasainen jäähdytys. Yleisesti ottaen jäähdytysvesikanavan tulisi olla mahdollisimman lähellä ontelon pintaa ja pitää tietty etäisyys ontelon ääriviivasta, jotta se ei vaikuta muotin lujuuteen; paksuseinäisten tuotteiden osalta on tarpeen lisätä vesikanavien määrää tai pidentää jäähdytysaikaa riittävän jäähdytyksen varmistamiseksi tuotteen sisällä; ohutseinäisissä tuotteissa vesikanavien välistä etäisyyttä voidaan pienentää sopivasti jäähdytysnopeuden nopeuttamiseksi. Jäähdytysväliaine käyttää yleensä vettä, ja joissakin tapauksissa käytetään myös muita väliaineita, kuten öljyä.
C、 Suunnittele muovin ruiskupuristusmallin avainkohdat
1. Tuoterakenteen analyysi
Ennen muotin suunnittelua on tarpeen suorittaa yksityiskohtainen analyysi muovituotteen rakenteesta, mukaan lukien rakenteelliset ominaisuudet, kuten tuotteen muoto, koko, seinämän paksuus, filee, reikä ja ura. Ensinnäkin tuotteen seinämän paksuuden tulee olla tasainen, jotta vältetään liialliset seinämän paksuuden erot, koska seinämän epätasainen paksuus johtaa epäjohdonmukaisiin muovin jäähdytysnopeuksiin, synnyttää sisäistä jännitystä ja aiheuttaa sitten vikoja, kuten tuotteen muodonmuutoksia ja kutistuvia onteloita; toiseksi tuotteen kulmiin tulisi asettaa kohtuulliset fileet, jotka eivät vain voi välttää jännityksen keskittymistä ja parantaa tuotteen lujuutta, vaan myös helpottaa muovin virtausta ja muottien käsittelyä; Lisäksi tuotteen reikien ja urien osalta on otettava huomioon niiden sijainti, koko ja syvyys, jotta varmistetaan, että muotti voidaan muodostaa tasaisesti ja samalla helpottaa myöhempää irrottamista ja poistamista.
2. Materiaalin valinnan mukauttaminen
Muottimateriaalien valinnan tulee olla yhteensopiva muovituotteen materiaaliominaisuuksien kanssa. Jos muovituotteessa käytetään materiaalia, jolla on voimakas korroosio (kuten PVC), muottipuristuksen osien tulee valita muottiteräs, jolla on hyvä korroosionkestävyys (kuten H13) ja pintakäsittely (kuten kromipinnoitus) muottien ruostumisen estämiseksi; jos muovituote vaatii korkeaa pintakäsittelyä (kuten läpinäkyvät muoviosat), muottipuristusosille on suoritettava erittäin tarkka kiillotuskäsittely ja samalla valittava materiaalit, joilla on hyvä kiillotuskyky (kuten 718H); massatuotannossa käytettävien muottien osalta muovausosien tulee valita materiaalit, joilla on korkea kulutuskestävyys muotin käyttöiän pidentämiseksi; pienierätuotannossa tai koevalussa käytettäville muotteille voidaan valita edullisemmat materiaalit (kuten P20) tuotantokustannusten alentamiseksi.
3. Prosessiparametrien sovitus
Muotin suunnittelussa on otettava täysin huomioon ruiskuvaluprosessin parametrit, kuten ruiskutuspaine, ruiskutusnopeus, muotin lämpötila, jäähdytysaika jne., jotta varmistetaan, että muotin rakenne mukautuu näiden prosessiparametrien vaatimuksiin.
Ruiskumuotin koepalvelu (erittely)
|
Muotin nimi |
Ruiskumuottien koepalvelu |
|
Lupaamme |
Kaikki asiakaskeskeistä, ei koskaan lyhytaikaista voittoa varten ja myy pitkän aikavälin etuja |
|
Tuotamme |
Muotti, prototyyppi, ruiskuvalu, tuotteen kokoonpano, pintapainatus, ruiskutus pinta-integraatio |
|
Pls tarjota |
2D, 3D, näytteet tai monikulmakuvien koko |
|
Muotin aika |
Noin 25 työpäivää |
|
Tuotteen aika |
7-15 päivää |
|
Muodin tarkkuus |
±0,1 mm |
|
Muotin elämä |
50-100 miljoonaa laukausta |
|
Tuotantoprosessi |
Tarkastuspiirustukset - muotin virtausanalyysi - suunnittelun validointi - räätälöidyt materiaalit - muotin käsittely - ytimien käsittely - elektrodityöstö - juoksujärjestelmän käsittely - osien käsittely ja hankinta - koneistuksen vastaanotto - onkalopinnan käsittelyprosessi - monimutkainen tila Die - koko muotin pinnan pinnoite - asennuslevy - muottinäyte - näytetesti - näytteiden lähettäminen |
|
Muotin onkalo |
Yksi onkalo, moniontelo tai samat eri tuotteet valmistetaan yhdessä |
|
Muotin materiaali |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Juoksujärjestelmä |
Kuuma juoksija ja kylmä juoksija |
|
Pohjamateriaali |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Valmis |
Sanan pistely, peilipinta, mattapinta, striat |
|
Vakio |
HASCO, DME tai riippuvainen niistä |
|
Kapea tekniikka |
Jyrsintä, hionta, CNC, EDM, langanleikkaus, kaiverrus, EDM, sorvit, pintakäsittely jne. |
|
Ohjelmisto |
CAD, PRO-E, UG Suunnitteluaika: 1-3 päivää (normaaliolosuhteet) |
|
Tuotteen materiaali |
Elintarvikelaatuiset muoviraaka-aineet |
|
Alkuperä |
Valmistettu Kiinassa |
Räätälöintiprosessi








Tehdas & Tietoja Yhdysvalloista
NingBo Plastic Metal Product Co., Ltd (P&M) sijaitsee Yuyaossa, niin sanotussa Mold Cityssä, Plastic Kingdomissa, Hangzhou Bay Bridgen eteläkärjessä, Shanghain pohjoispuolella, Ningbon sataman itäpuolella, tiukka kaksoislinja State Road 329 maa-, meri- ja lentoliikenteessä liikenteen helpottamiseksi.
Runsaan teknisen vahvuuden, tieteellisten johtamismenetelmien ja hyvän myynnin jälkeisen palvelun ansiosta asiakkaat luottavat ja toivottavat sen tervetulleeksi kaikkialta maailmasta. P&M:llä on parannettu kehitys- ja tuotantojärjestelmä muotin suunnittelun, muovituotteiden valmistuksen ja automaattisen tuotannon saavuttamiseksi. Päätuotteemme on muovimuottien, muovituotteiden, metallituotteiden suunnittelu ja valmistus. Yrityksemme tuotteista 90 % viedään Amerikkaan, Eurooppaan, Saksaan, Japaniin, Australiaan jne. Yritys on ollut useiden vuosien ajan sitoutunut raaka-aineiden tutkimukseen. Yrityksellä on oma tavaramerkki ja kymmeniä patentteja, jotka tarjoavat kätevämpää teknistä tukea muottien valmistukseen ja tuotteiden valmistukseen. P&M aloitti kotimaisen liiketoiminnan vuodesta 2008, nimeltään Shundi Mold Factory. Ja avasi kansainväliset markkinat vuodesta 2014. Noudatamme aina laadun periaatteita ensimmäisenä ja ensimmäisenä. Samalla kun tarjoat asiakkaille korkealaatuisimpia tuotteita, yritä maksimoida tuotannon tehokkuus ja lyhentää tuotantoaikaa. Olemme ylpeitä voidessamme kertoa jokaiselle asiakkaalle, että yrityksemme ei ole menettänyt yhtään asiakasta perustamisensa jälkeen. Jos tuotteessa ilmenee ongelmia, etsimme ratkaisua aktiivisesti ja kannamme vastuun loppuun asti.
P&M noudattaa markkinalähtöistä elämänlaatua ja keskittyy laadukkaaseen palveluun ja uusien tuotteiden jatkuvaan kehittämiseen, on päättänyt luoda paremman yrityskuvan, ja ystävämme kotona ja ulkomailla voivat tehdä monenlaisia liikevaihtoja ja yhteistyötä, luoda loistavia.






Pakkaus
Pakkaus tarpeidesi mukaan
1. Lentoteitse toimitus kestää 3-7 päivää.
Tavarat voivat lähettää DHL, Fedex, UPS.
2. Merellä toimitusaika perustuu satamaan.
Kaakkois-Aasian maihin kestää noin 5-12 päivää.
Lähi-idän maihin kestää noin 18-25 päivää.
Euroopan maihin kestää noin 20-28 päivää.
Amerikan maihin kestää noin 28-35 päivää.
Australiaan kestää noin 10-15 päivää.
Afrikan maihin kestää noin 30-35 päivää.
P&M Bike -pyörän osat, jotka keskittyvät lasten ympärille, tasapainottavat turvallisuutta, terveyttä ja hauskanpitoa ja pyrkivät tuomaan kirkkaan värin lasten kauniiseen lapsuuteen. Odotamme innolla yhteistyötä kanssasi palvellaksemme lapsiamme.
Lapsen kasvupolku on päällystetty tiileillä ja laatoilla.


FAQ
1.Keitä me olemme?
Toimimme Zhejiangissa, Kiinassa, vuodesta 2014, myydään Pohjois-Amerikkaan (30,00%), Etelä-Eurooppaan (10,00%), Pohjois-Eurooppaan (10,00%), Keski-Amerikkaan (10,00%), Länsi-Eurooppaan (10,00%), Keski-Amerikka (10,00%), Itä-Amerikka (10,00%), Itä-Eurooppa (10,0%) (.0,0%). Toimistossamme on yhteensä noin 51-100 henkilöä.
2.Kuinka voimme taata laadun?
Aina esituotantonäyte ennen massatuotantoa;
Aina lopullinen tarkastus ennen lähetystä;
3. Mitä voit ostaa meiltä?
Muotti, muovituote, metallituote, hammashoitotuote, CNC-työstö.
4. Miksi sinun pitäisi ostaa meiltä, ei muilta toimittajilta?
Teemme pääasiassa kaikenlaisia 3D-suunnittelua, 3D-tulostusta ja muovimetallimuottien työkaluja ja tuotteita. Meillä on oma insinööri ja tehdas. Yhden luukun toimitus: 3D-suunnittelu - 3D-tulostus - muotin valmistus - muoviruiskutus.
5. Mitä palveluita voimme tarjota?
Hyväksytyt toimitusehdot: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Hyväksytty maksuvaluutta: USD, EUR;
Hyväksytty maksutyyppi: T / T, L / C, PayPal, Western Union, Escrow;
Puhuttu kieli: englanti, kiina, espanja, ranska, venäjä.
6. Mitkä ovat palvelusi ominaisuudet?
1. Tuotteitamme tai hintojamme koskevaan kyselyyn vastataan 24 tunnin kuluessa.
2. Hyvin koulutettu ja kokenut henkilökunta vastaa kaikkiin kyselyihisi sujuvasti englantia.
3. Tuen tarjoaminen ongelman ratkaisemiseksi hakemus- tai myyntijaksolla.
4. Kilpailukykyiset hinnat perustuvat samaan laatuun.
5. Takaa näytteiden laatu, joka on sama kuin massatuotannon laatu.
Hot Tags: Ruiskumuotin kokeilupalvelu, Kiina, valmistaja, toimittaja, tehdas, räätälöity, tukkumyynti, osta, laatu, viimeisin myynti, valmistettu Kiinassa
Aiheeseen liittyvä luokka
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








