

Kulmanostimen muotti
Muotin kulmanostin, joka tunnetaan myös nimellä kallistuskärki tai kulmanostin, on mekanismi, jota käytetään muotin suunnittelussa tuotteen sisäisen koukun muodostamiseksi. Se sopii suhteellisen yksinkertaisiin koukkutilanteisiin.
1. Kun vaaditun tuotteen sisäinen soljen asento ei pääse suoraan ulos muotin ontelosta, tarvitaan kulmikas nostin muotin purkamiseen.
2. Kulmikas nostin ei voi toimia vain ytimen vetämisenä, vaan se on myös erittäin hyödyllinen tuotteen poistamisessa.
3. Kulmanostinta käytetään yleensä joidenkin tuotteiden käsittelyyn, joissa on koukut ja soljet.
4. Kulmanostin tulee suunnitella 5-10 mm pitkällä suoralla asennolla tiivistysasennona ja kosketuspinnana. Sydämen vetoetäisyyden tulee olla vähintään 2 mm suurempi kuin soljen syvyys. Kulmanostimessa tulee olla riittävästi liukutilaa tuotteen alapinnalla, muuten tapahtuu liiman raapimisilmiö.
Monissa osissamme on käytettävä muotin kulmanostimen suunnittelua, kutenAudiovisuaaliset laitteetja autoelektroniikka jne. Ulkokuori ja sisäkuori on tiivistetty soljeilla. Meillä on tarpeeksi kokemusta käyttää muotin kulmanostimen suunnittelua.
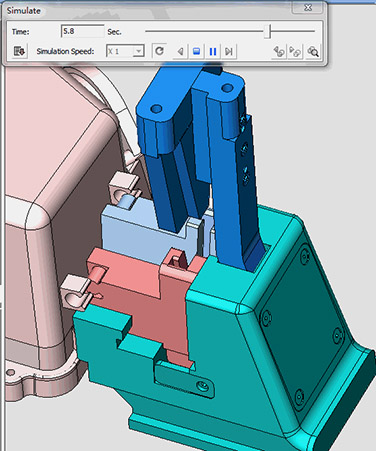
Kuinka käyttää kulmanostinta:
1. Laske kulmanostimen parametrit: Laske ensin kulmanostimen laukaisuisku ja sitten kulmanostimen kaltevuus poistoiskun mukaan
2. Suunnittele kulmanostimen sivuttaisliikesuunnan tiivistysasento: tiivistykseen suositellaan vaakasuoraa tiivistystä, ja myös pystytiivistystä voidaan käyttää. Pystytiivistystä käytettäessä tulee kiinnittää huomiota siihen, muuttaako tuotteen solkiasennon liima-asento sivusuunnassa kulmanostimen kanssa. Jos kulmanostimen sivuttaisliiketila on rajallinen, voidaan käyttää pystytiivistystä
3. Suunnittele kulmanostimen prosessoinnin referenssiasento: prosessoinnin referenssiasento perustuu liima-asennon poistosuuntaan.
4. Tee kulmanostimen kalteva pinta: Tee käsittelyn vertailuasennosta kulmanostimen kalteva pinta alaspäin
5. Säädä kulmanostimen paksuus sivuttaisliikkeen suunnassa: Kun kulmanostimen kokonaispituus on alle 100 mm, kulmanostimen paksuus on taatusti vähintään 6 mm. Jos kokonaispituus ylittää 100 mm, kulmanostimen paksuuden on oltava vähintään 8 mm. Jos tätä paksuutta ei voida saavuttaa, lyhennä kulmanostimen kokonaispituutta
6. Tiivistä kulmanostimen kaksi sivua liimalla: Tiivistysliima voi perustua kulmanostimen vahvuuteen ja asemaan, onko sen ylitettävä liimausasennon sivu. Jos lujuus ei riitä, se voi olla kulmanostimen sivun ulkopuolella, täytä vain tiivistysvaatimukset
7. Tee ilmanestoreikä, jotta kulmanostin kulkee mallin läpi: Kulmanostimen sujuvan liikkeen varmistamiseksi on tarpeen tehdä malliin ilmanestoreikä
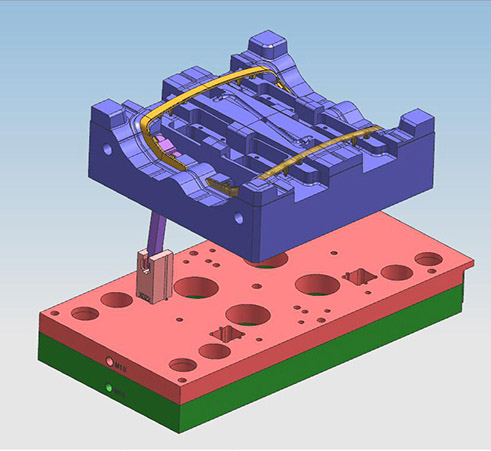
8. Valmista kulmanostimen putkilohko: Putkilohkoa käytetään kulmanostimen kiinnittämiseen sen vakauden varmistamiseksi liikkeen aikana
9. Suunnittele kulmikas nostoistuin: Kulmanostinistuimen suunnittelussa tulee ottaa huomioon kulmanostimen sujuva liike ja riittävä liiketila
10. Harkitse löystymisen esto-ongelmaa: Jos kulmanostimeen liitetyt ruuvit ovat löysällä, kulmanostimen mekanismi epäonnistuu, mikä vaikuttaa vakavasti muotin käyttöikään. Sen löystyminen voidaan estää lisäämällä jousialuslevyjä jne.
11. Käytä liikuteltavia lohkoja suuren kulman ulostyöntämiseen: Liikkuvien lohkojen asentaminen kaltevan ejektorin ja kaltevan ejektorin istuimen väliin voi saavuttaa kaltevan ejektorin suuren kulman ulostyöntämisen, jotta tuote voidaan erottaa sujuvasti muotista ja kalteva. ejektori ei riko voiman suunnan muutoksen vuoksi
12. Käytä kaltevan ejektorimuottityökaluja asennuksen apuna: Kun irrotat, huollat ja kootat vinon ejektorimuotin, voidaan käyttää erikoistyökaluja säästämään aikaa ja työvoimaa sekä varmistamaan kokoonpanon tarkkuus.
13. Paranna kaltevan ejektorin rakennetta kulumisen vähentämiseksi: Voit käyttää menetelmiä, kuten lisäämällä pyörivää akselia, vähentämään vinon ejektorin kulumista liikkeen aikana ja pidentämään muotin käyttöikää
14. Käytä jousipoistoa: Kiinteissä muottikalteisissa ejektoreissa voit käyttää jousipoistoa, jättää pois ejektorilevymekanismin, pienentää muotin tilavuutta ja parantaa poiston vakautta asettamalla liukuja ja ohjaimia
Vinkkejä ejektoreita suunniteltaessa huomioitavaa:
1. Kaltevalla ejektorilla ei ole vain hylsyn vetämisen roolia, vaan se toimii myös ulostyöntäjänä.
2. Kalteva ejektori on suunniteltava 5-10 mm pitkällä suoralla rungolla tiivistysasennona ja kosketuspinnana.
3. Karan vetoetäisyyden tulee olla vähintään 2 mm suurempi kuin alileikkaussyvyys.
4. Kulmanostimella tulee olla riittävästi tilaa liukua tuotteen liimapinnan suuntaan, eikä liima saa naarmuuntua tai häiritä muita osia.


