

Injektiomuotin suunnittelun avainkohdat
Injektiomuotin piirustussuunnittelu on homeen valmistuksen ydinyhteys, jonka on otettava huomioon prosessoitavuus, rakenteellinen rationaalisuus ja tuotantokustannukset. Seuraavat ovat avainkohtia ja yksityiskohtaisia kuvauksia:
1. Tuotianalyysi ja alustava valmistelu
Tuoterakenteen arviointi
Luonnoskulma: yleensä 1 ° ~ 3 ° vaurioiden purkamisen välttämiseksi; Syvää onkaloa tai tekstuurin pintaa on lisättävä asianmukaisesti.
Seinämän paksuuden tasaisuus: Vältä kutistumismerkkejä (suositeltavia 2 ~ 4 mm, ohuen seinäisiä osia vähintään 0,5 mm).
Aliprosessointi: liukusäätimen, kaltevan ylä- tai saranarakenteen ratkaisu, liiketila on merkittävä.
Esimerkki: Kalteva ylimekanismia käytetään yleisesti matkapuhelimen koteloiden sivureiteissä, ja aivohalvauksen on oltava yli 2 mm: n aliarviointia.
Materiaaliominaisuuden sovitus
Kutistumiskompensointi (kuten ABS noin 0,5%, PP noin 1,5%), merkitse dimensiotoleranssi piirustuksessa (kuten ± 0,05 mm).
Jakoviivan suunnittelun on vältettävä ulkonäön pinta ja asetettava etusija tasolle tai säännölliselle pinnalle.
14. Muodirakenteen suunnittelun ydinelementit
Jako pintasuunnittelu
Valitse enimmäismuotolinja Flashin vähentämiseksi; Kompleksin jakamispinnan on käytettävä 3D -pintasiirtymistä.
Harkitse toteutettavuuden käsittelyä (kuten EDM- tai CNC -prosessimerkintä).
Casting System -optimointi
Kylmä juoksija: Pääjuoksija kapeneva 2 ° ~ 5 °, tasapainoinen asettelu haarajuoksijan (pyöreä/trapetsoidinen poikkileikkaus).
Kuuma juoksija: Merkitse lämmitysvyöhykkeen ohjauspiste sulan pidättämisen välttämiseksi (kuten neulaventtiilin ajoituksen ohjaus).
Jäähdytysjärjestelmän asettelu
Noudata "tasa -arvoista periaatetta" (10 ~ 15 mm onkalon pinnasta), suunnittele spiraali tai askelvesikanavat ja merkitse sisääntulo- ja poistosuunnat.
Erityismuotoiset osat on edullisesti varustettu konformaalisilla vesikanavilla yhdessä muotin lämpötilan säätimen parametrien kanssa (kuten PC-materiaalit vaativat 80 ~ 120 ℃).
III. Poisto- ja pakojärjestelmä
Poistomekanismi
Ejektorin halkaisija ≥2,5 mm, etäisyys ≤50 mm; Syvät kylkiluut vaativat työntölevyjä tai ilmakorkkeja.
Palautustangolla on oltava esikuormajousi (puristus ≥10 mm).
Pakokaasu
Pourat uran syvyys on 0,02 ~ 0,04 mm (materiaaliriippuvainen), joka sijaitsee sulan lopussa tai uistimessa.
Suuret muotit on varustettu pakoteräs- tai tyhjiöjärjestelmillä.
Iv. Piirrä merkinnät ja käsittelyvaatimukset
Keskeinen ulottuvuusmerkki
Ontelo/ytimen sovitustoleranssi (H7/H6), homeen ytimen kovuus (HRC48 ~ 52).
Insertit on piirrettävä erikseen, ja lankaleikkaus- tai hiontaprosessi tulisi merkitä.
Standardointi ja DFM
Muottikehys käyttää Longji -standardia (kuten CI -tyyppi) ja ohjauspylvään halkaisija on 0,02 mm pienempi kuin malli.
Merkitse pintakäsittely (kuten nitriding, kromi pinnoitus) ja ruosteen vastaiset vaatimukset.
V. Suunnittelun varmennus ja kustannusten hallinta
CAE -simulaatiosovellus
Moldflow: n kautta täyte tasapaino ja jäähdytystehokkuus analysoidaan ja portin sijainti on optimoitu (kuten banaaniportti leikkauksen vähentämiseksi).
Kustannusoptimointi
Yksinkertaista erikoismuotoisia inserttejä (esimerkiksi käyttämällä kipinäkuvioita hienon veistämisen sijasta) ja varanna muotin ytimelle (toisella puolella 0,1 mm).
Injektiomuotin piirustussuunnittelu on homeen valmistuksen ydinlinkki, ja on tarpeen harkita kattavasti prosessoitavuutta, toiminnallisuutta, taloutta ja ylläpidettävyyttä. Seuraavat ovat avainkohdat ja vaiheittaiset analyysit:
1. Rakennesuunnittelun keskeiset kohdat
Jako pintasuunnittelu
Sijaintivalinta: Aseta prioriteetti tuotteen suurimmalle ääriviivalle, jotta vältetään alitiedot; Tarkastellaan purevaa kaltevuutta (yleensä 1 ° ~ 3 °) ja ulkonäön pinnan laatua.
Tiivistys: Jakopinnan on sovittava tiukasti ylivuodon (salaman) estämiseksi, ja askeljakojen tai kaareva erotus tulisi käyttää tarvittaessa.
Käsittelyn toteutettavuus: Varmista, että osauspinta voidaan toteuttaa CNC: n tai EDM -prosessoinnin avulla ja monimutkainen erotus on merkitty 3D -koordinaateilla.
Ontelo ja ydin
Kutistumisen kompensointi: Säädä ontelon koko materiaalin mukaan (kuten ABS: n kutistuminen 0,5%~ 0,7%) ja merkitse toleranssi (yleensä IT7 ~ IT8).
Pintakäsittely: Korkea kiiltävä pinta on kiillotettava RA0.025 μm: iin, ja tekstuurin pinta on merkittävä etsausvaatimuksilla (kuten VDI3400-standardi).
Vahvuuden todentaminen: Laske injektiopaineen (yleensä 30 ~ 80MPa) vaikutus ontelon seinämän paksuuteen muodonmuutoksen välttämiseksi.
2. kaatamisjärjestelmän suunnittelu
Pääkanava- ja haarakanava
Koon sovitus: Pääkanavan halkaisija on yleensä 4 ~ 8 mm, ja haarakanavan poikkileikkausmuoto on edullisesti trapetsoidinen tai pyöreä (halkaisija 3 ~ 6 mm).
Kylmä kaivo: Aseta pääkanavan lopussa, pituus ≥1,5 -kertainen pääkanavan halkaisija.
Porttityypin valinta
Sivuportti: Soveltuu useimpiin laatikkotyyppisiin osiin, leveys on 2/3 seinämän paksuudesta, pituus 0,5 ~ 1 mm.
Pisteportti: Käytetään läpinäkyviin osiin tai tarkkaan osiin, halkaisija 0,8 ~ 1,2 mm, automaattinen demolding-mekanismi.
Kuuma juoksija: Merkitse lämmityselementin sijainti- ja ohjausparametrit sulan pidätyksen aiheuttaman hajoamisen välttämiseksi.
3. Poisto- ja jäähdytysjärjestelmä
Poistomekanismi
Ejektoriasettelu: jakautunut tasaisesti tuotteen voimapisteisiin (kuten kylkiluun sijainti, pomo -pylväs), halkaisija ≥2,5 mm, etäisyys ≤50 mm.
Palauta laite: Kevään nollaus on merkittävä esikuorma, ja mekaaninen nollaus on tehtävä yhteistyötä matkakytkimen kanssa.
Jäähdytysvesikanava
Asetteluperiaate: Seuraa "konformaalista jäähdytystä", 10 ~ 15 mm: n päässä onkalon pinnasta, 8 ~ 12 mm aukko.
Virtauslaskelma: Varmista, että Reynolds -luku on> 4000 (turbulentti tila) ja yhdensuuntaisen vesikanavan on merkittävä virtausventtiili.
Iv. Yksityiskohtainen merkintä ja standardointi
Piirustusspesifikaatio
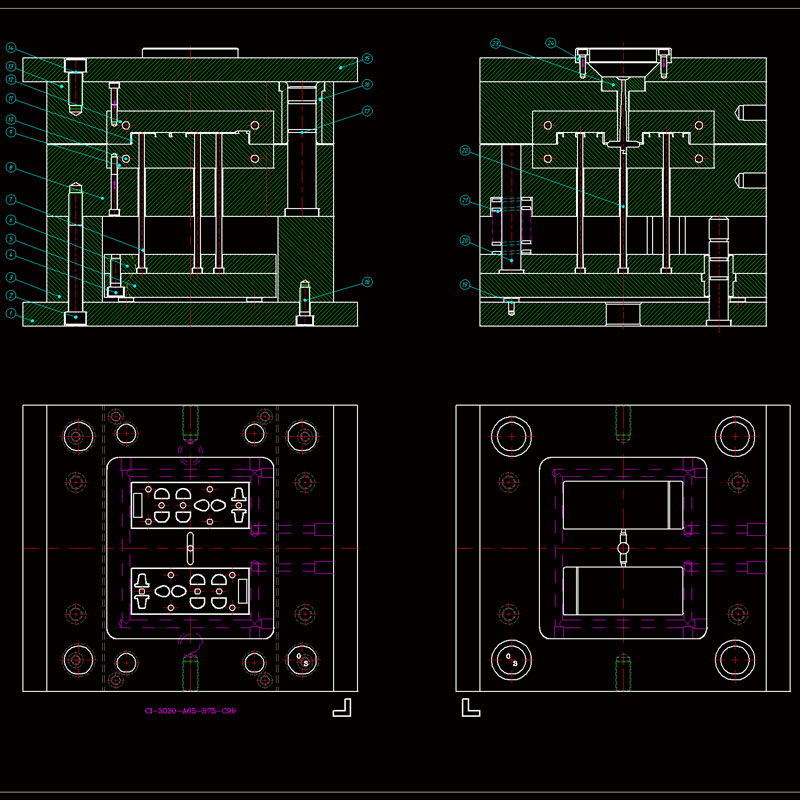
Näytä täydellisyys: Sisältää päänäkymän, leikkausnäkymän (näyttää poisto-/jäähdytysrakenteen) ja paikallisen suurennettu näkymä (kuten portin yksityiskohdat).
Toleranssimerkinnät: Liikkuvan muotin ja kiinteän muotin vastaava toleranssi on H7/H6, ja avainmittatoleranssi on ± 0,02 mm.
Materiaali- ja prosessi -muistiinpanot
Muotin ydinmateriaali: esiharjoitettu teräs (kuten P20) tai sammutettu teräs (kuten H13), kovuus HRC48 ~ 52.
Käsittelysymboli: Merkitse EDM, lankaleikkaus- tai kiillotusalue ja ilmaise pinnan karheus.
V. DFM (valmistusmalli)
Muotin strippaus kaltevuus: Ulkonäkö pinta ≥1 °, sisäinen rakenne ≥0,5 °, syvät onteloosat tarvitsevat segmentoitua kaltevuutta.
Yhtenäinen seinämän paksuus: Vältä äkillisiä muutoksia (kuten äkillinen nousu 2 mm: stä 5 mm: iin) kutistumisen tai vääntymisen estämiseksi.
Muotin käyttöikä: Lasikuituvahvistettujen materiaalien osalta on merkitty kulumiskeskeiset pinnoitteet (kuten tiialn).
Injektiomuotin suunnittelussa erotuspinnan tiivistyminen vaikuttaa suoraan tuotteen laatuun (kuten salama, urat) ja homeen elämään. Seuraavat ovat keskeisiä suunnittelutekniikoita ja käytännön kohtia:
1. Ydinsuunnitteluperiaatteet pinnan tiivistyksen jakamiseksi
Kosketuspaineen optimointi
Preload -laskenta: Jakopinnan kosketuspaineen on oltava suurempi kuin injektiopaine (yleensä 30 ~ 80mPa), ja teräsmuotin jakopinnan yksikköpaine on suositeltavaa olevan ≥100MPa.
Kovuus sovitus: Kovuusero kiinteän muotin ja siirrettävän muotin välillä säädetään HRC 2 ~ 4: n sisällä (kuten kiinteä muotti HRC52, siirrettävä home HRC50), jotta voidaan välttää kovuuseron aiheuttamat mikro muodonmuutokset ja vuodot.
Pintakäsittelyprosessi
Viimeistelyvaatimukset: Jakopinnan on oltava jauhettava RA≤0,8 μm, ja erittäin tarkkuusmuotteja (kuten optisia osia) on kiillotettava RA0.1μm: iin tai vähemmän.
Pinnoitusvahvistus: Tinapäällystä suositellaan korkeille lasikuitumateriaaleille (kuten PA+30% GF) kulumisen aiheuttaman tiivisteen vajaatoiminnan vähentämiseksi.
2. jako pinnan rakenteen suunnittelutaidot
Askel/kaareva erotus
Sovellettavat skenaariot: Monimutkaisten muototuotteiden (kuten autojen sisäosien) monivaiheinen erottaminen käytetään sulatuspaineen leviämiseen, ja askelkorkeuden eroa suositellaan olevan 0,1 ~ 0,3 mm.
Väkeytymissuunnittelu: 0,02 ~ 0,05 mm: n välttäminen tehdään suljettamattomalla alueella, jotta kosketuspinta-alaa vähentää paikallisen paineen lisäämiseksi (periaate on samanlainen kuin O-renkaan tiivistys).
Puristusmekanismin koordinointi
Chamfer-lukitus: Lisää 5 ° ~ 10 ° -kamppuri jakopinnan ulkopuolelle säteittäisen voiman tuottamiseksi tiivisteen parantamiseksi, kun muotti on suljettu (tarve tehdä yhteistyötä Chamferin itsekokkien kulman laskennan kanssa).
Mikrotulppa: Suunnittele 0,3 ~ 0,5 mm tulppa jakopinnan reunalle sulan virtausreitin katkaisemiseksi (samanlainen kuin labyrinttitiiviste).
3. Materiaali- ja prosessikompensaatiosuunnittelu
Lämpömuodonkorvaus
Lämpötilaero esikorjaus: Moldin lämpötilaeron (kuten 60 ℃ kiinteän muotin ja 40 ℃: n mukaan siirrettävän muotin kohdalla) mukaan 0,02 ~ 0,05 mm käänteinen loimakompensaatio on varattu osakepinnalle.
Paikallinen vahvistus: Volframin teräslohkot (kovuus HRA90) asetetaan ylivuotoalueelle (kuten lähellä porttia) kestämään lämpöä hiipimuodon muodonmuutoksia.
Pakokaasu- ja tiivistystasapaino
Poikulaisten uran suunnittelu: Poikkeat ura, jonka syvyys on 0,02 ~ 0,04 mm ja leveys 5 ~ 10 mm, avattiin jakopinnan lopussa kaasun kaasun ja sulan estämiseksi.
Tyhjiödsorptio: Suurille ohuen seinäisille osille (kuten matkapuhelimen kuorille) voidaan asettaa tyhjiökanava (φ1 ~ 2 mm), ja tyhjiö vedetään tiivisteen parantamiseksi, kun muotti suljetaan.
Edellinen:Homeen veistämisen käyttöönotto


